
Proizvodni sektor je među najdinamičnijim industrijama. Danas postoji neumoljiv pritisak za poboljšanje ukupne preciznosti i tačnosti, a procesi poput žičane erozije koji pružaju preciznost su ništa manje nego transformativni za industriju.
Dakle, šta je tačno žičana erozija i zašto se smatra prekretnicom za proizvodni sektor? Sljedeći tekst će se baviti osnovama ove sofisticirane proizvodne tehnike s primjenom u različitim industrijama.

Kratak uvod u žičanu erozijsku obradu (EDM)
Elektroerozivna obrada žicom (EDM) je pionirski proces koji su započela 1940-ih od strane dva sovjetska naučnika koji su prvi erodirali metal električnim pražnjenjem. Tehnologija je doživjela značajan napredak 60-ih i 80-ih godina, postajući komercijalno rasprostranjenija u proizvodnji. Do kraja 90-ih, s poboljšanjima IT-a i CNC-a, mašine za žičanu eroziju postale su kompjuterizovanije, što je povećalo njihovu efikasnost i preciznost.
Danas je žičana erozija (EDM) neophodna u industrijama poput vazduhoplovstva, automobilske industrije i medicine, poznatim po isporuci složenih dizajna i kompleksnih oblika koje tradicionalne metode obrade ne mogu dostići.
Proces žičane erozije
Žičana elektroerozivna obrada (EDM) je precizna metoda koja koristi kontrolirane električne iskre za topljenje sitnih dijelova obratka. Žičana elektroda, obično izrađena od mesinga ili materijala obloženih cinkom, stvara ovu iskru i kreće se po unaprijed određenoj putanji. Njena prednost? Radi bez fizičkog kontakta, sprječavajući bilo kakva oštećenja ili tragove i na obratku i na alatu.
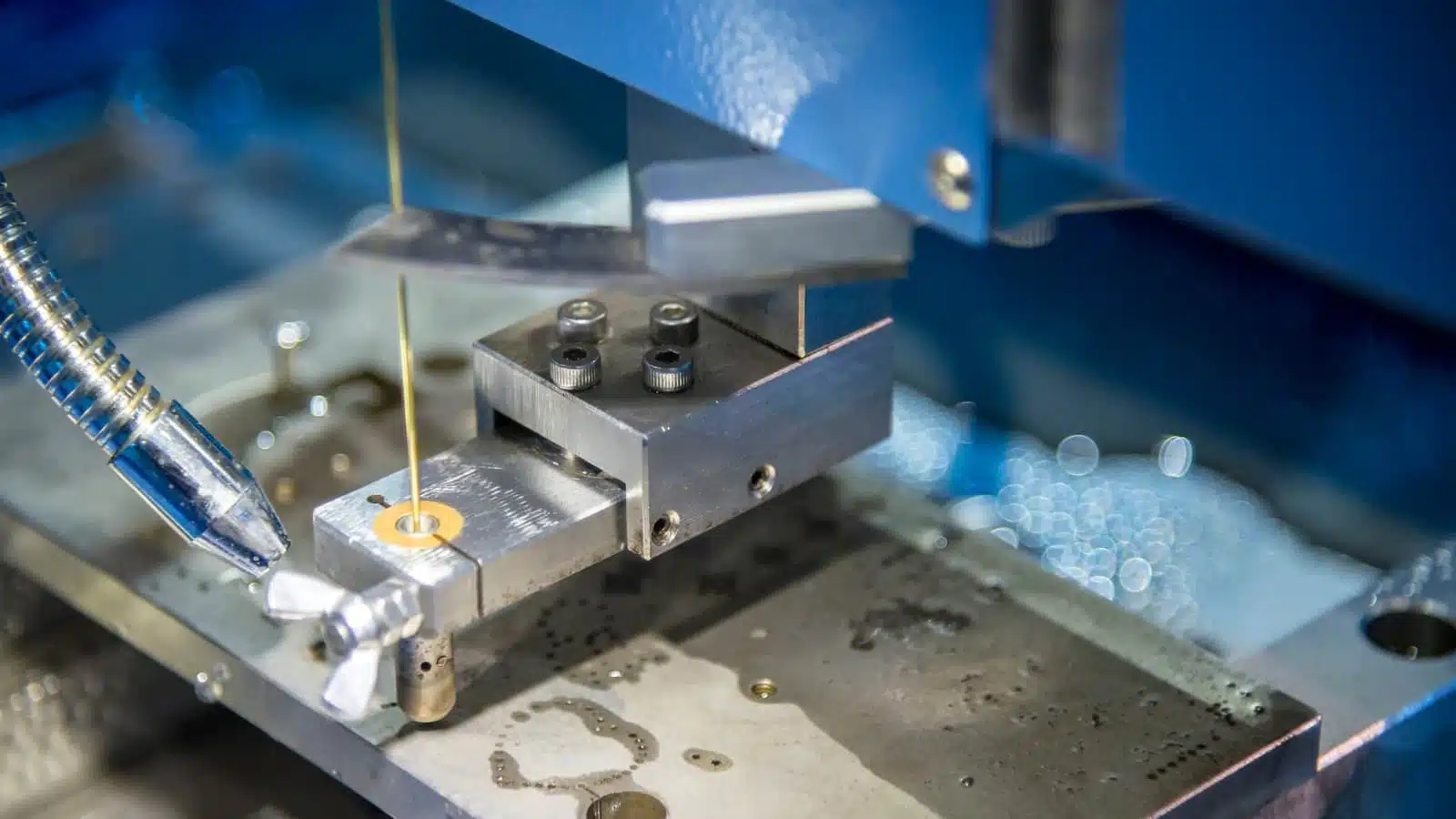
Kako EDM funkcioniše
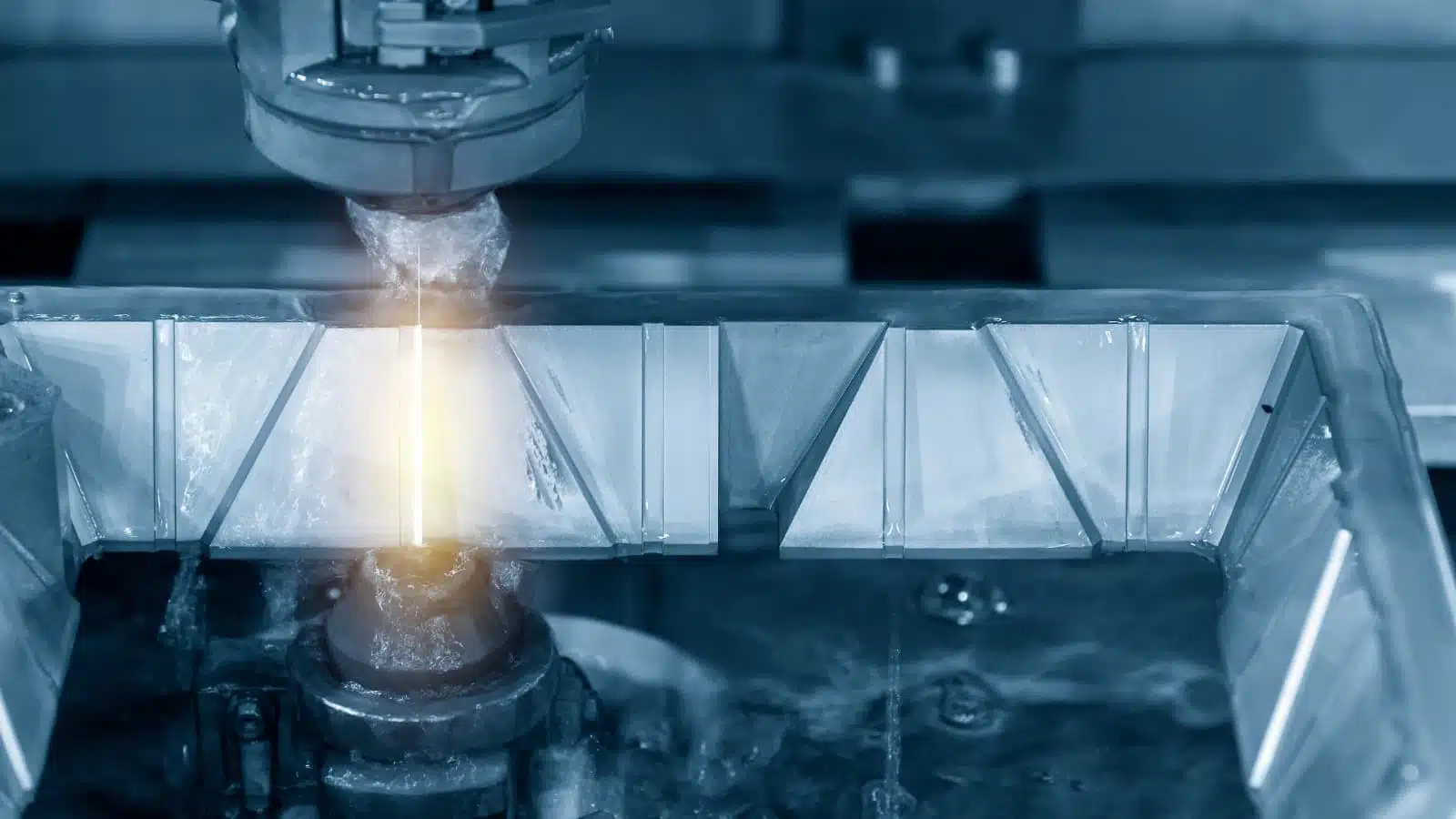
EDM se oslanja na termalnu energiju električnog pražnjenja. Ovo pražnjenje zagrijava radni komad do tačke topljenja, formirajući sitne plazma kanale. Ovi kanali, često mikrometarske veličine, mogu brzo nestati.
EDM proces se odvija u dielektričnom mediju, obično deioniziranoj vodi. Ova tekućina hladi radni komad i uklanja ispareni materijal, što pomaže u kontinuiranoj obradi.
Značaj žičane elektrode
Žičana elektroda, koja djeluje i kao rezač i kao provodnik, je ključna. Obložena materijalima poput mesinga ili cinka, otporna je na reakcije na visokim temperaturama. Kontrolirana računarom, osigurava precizne rezove s minimalnim izobličenjem i visokom preciznošću.

Tolerancije za žičanu erozijsku obradu
Rezanje žicom je među najpreciznijim proizvodnim procesima koji postoje. Dakle, uske tolerancije nisu neuobičajene za njega. Stvarna tolerancija zavisi od nekoliko faktora, uključujući složenost projekta, mogućnosti obrade i vještine operatera.
Međutim, standardne i prihvatljive tolerancije su industrijski standard kojeg se mnogi proizvođači pridržavaju.
Standardna tolerancija i fina tolerancija
Standardna tolerancija
Linearne tolerancije: Obično se kreću od ±0,005 do ±0,001 inča (0,127 do 0,0254 mm), što ukazuje na dozvoljeno odstupanje za elemente poput rupa, utora ili profila.
Tolerancije prečnika rupe: Obično između ±0,0005 i ±0,001 inča (0,0127 do 0,0254 mm), osiguravajući da obrađene rupe ostanu unutar definisanog prečnika.
Fina tolerancija
Linearne tolerancije: Postiže preciznost na nivou mikrona, obično u rasponu od ±0,0002 do ±0,0001 inča (0,0051 do 0,00254 mm), što je ključno za primjene koje zahtijevaju maksimalnu tačnost.
Tolerancije prečnika rupe: Raspon od ±0,0001 do ±0,00005 inča (0,00254 do 0,00127 mm), što ističe izuzetnu preciznost žičane erozije.
Faktori koji utiču na tolerancije kod žičane erozije
Žičana erozija je poznata po svojoj preciznosti na nivou mikrona, što je čini idealnom za složene primjene. Međutim, njena preciznost nije fiksna i zavisi od nekoliko faktora:
• Stabilnost mašine: Stabilna mašina osigurava bolju preciznost pri rezanju.
• Kvalitet i prečnik žice: Njena čistoća, prečnik i električne osobine utiču na proces obrade. Optimalni rezultati zahtevaju ravnotežu između kvaliteta žice i prečnika.
• Materijal obratka: Iako su neki materijali pristupačniji mašinama, izbor materijala mora biti usklađen s potrebama primjene.
• Uslovi ispiranja: Protok dielektričnog medija utiče na kvalitet procesa obrade, pomaže u uklanjanju materijala, konzistentnim električnim pražnjenjima i efikasnom odvođenju toplote.
• Kalibracija i održavanje mašine: Mogućnosti mašine su ključne. Vrhunske mašine sa vještim operaterima su neophodne za postizanje najboljih tolerancija.
• Termička stabilnost: Da bi se održala poznata preciznost žičane erozije, kontrolisani električni lukovi su ključni. Termičke nestabilnosti mogu ugroziti tačnost, što naglašava važnost konzistentnih uslova.
Najpogodniji materijali za rezanje žice
Obojeni metali

Nehrđajući čelik
Kombinuje izdržljivost s odličnom električnom provodljivošću. Njegova sposobnost da se odupre koroziji čini ga traženim materijalom u raznim industrijama. U kontekstu mašinske obrade, ističe se njegova kompatibilnost s preciznim i detaljnim dizajnom.
Alatni čelik
Poznat po svojim kaljenim svojstvima, alatni čelik je osnova mnogih teških alata i preciznih dijelova. Njegova inherentna žilavost, u kombinaciji s električnim svojstvima, čini ga glavnim kandidatom za složene detalje i dugotrajnu oštrinu.
Ugljični čelik
Svestran igrač u domenu metala, ugljični čelik, iako manje obradiv od svojih konkurenata, može se savršeno prilagoditi pravim izborom elektroda i operativnih parametara. Njegova pristupačnost u kombinaciji s performansama čini ga osnovnim materijalom u mnogim industrijama.
Legirani čelik
Kombinacija elemenata, performanse legiranog čelika su tapiserija njegovih komponenti. Ovisno o njegovoj jedinstvenoj mješavini, može ponuditi čvrstoću, izdržljivost i obradivost, što ga čini dinamičnim izborom za različite primjene.
Obojeni metali
Titanijum
Često nazivan "metalom svemirskog doba", titanijum zbog svoje robusnosti i visoke tačke topljenja predstavlja izazov u konvencionalnoj mašinskoj obradi. Međutim, kada se obrađuje preciznim alatima, otkriva dizajne koji su i složeni i otporni, što ga čini omiljenim u vazduhoplovnoj i medicinskoj industriji.
Aluminij
Aluminij, miljenik lakih metala, poznat je po svojoj izvrsnoj električnoj provodljivosti i kovanosti. Ne samo da nudi lakoću obrade, već i obećava čvrstoću bez tereta težine, što ga čini ključnim u industrijama, od transporta do pakovanja.
Bakar
Kao izvrstan provodnik, bakar je u srcu mnogih električnih i elektronskih čuda. Njegova prirodna crvenkasto-narandžasta nijansa, u kombinaciji sa sposobnošću oblikovanja u detaljne komponente, čini ga nezamjenjivim u svemu, od elektronike do dekorativne umjetnosti.
Mesing i bronza
Ove legure, blistave u svojim zlatnim tonovima, nisu samo stvar estetike. Njihova pohvalna električna svojstva čine ih idealnim materijalima za komponente gdje se preciznost susreće s ljepotom, kao što je ukrašeni nakit ili fino izrađeni elektronički dijelovi.
Ključne primjene žičane erozije u modernom inženjerstvu
Žičana erozija (EDM) dobija na popularnosti zbog svoje svestranosti u rukovanju različitim materijalima i sposobnosti postizanja preciznih detalja i uskih tolerancija, što je čini ključnom u modernoj proizvodnji. Evo tri glavne primjene:
Proizvodnja preciznih dijelova
Uobičajeni izbor za proizvodnju visokopreciznih dijelova s uskim tolerancijama. Ističe se u izradi složenih oblika, finih detalja i malih elemenata u raznim materijalima.
Industrije poput vazduhoplovstva, medicine, automobilske industrije i elektronike oslanjaju se na žičanu erozijsku obradu za izradu kritičnih komponenti poput zupčanika, mlaznica, konektora i složenih kalupa.
Proizvodnja alata i kalupa
Žičana erozija je ključna u kovačkim kalupima, matricama i specijaliziranim alatima, obuhvatajući procese od brizganja do štancanja. Vještina metode u održavanju tačnih dimenzija i rezbarenju oštrih uglova osigurava vrhunski kvalitet i ujednačenost u velikoserijskoj proizvodnji.
Razvoj prototipa
Za brzu i preciznu izradu prototipova, inženjeri i inovatori se opredjeljuju za žičanu erozijsku obradu (EDM). To ubrzava validaciju dizajna i rigorozne faze testiranja.
Prototipovi izrađeni žičanom erozijskom obradom blisko odražavaju gotov proizvod, pojačavajući njegov značaj u ciklusu evolucije proizvoda.
S obzirom na svoje snage u ovim ključnim područjima, precizne i tačne mogućnosti žičane erozije se uveliko koriste u brojnim industrijama.
• Proizvodnja medicinskih uređaja
• Elektronika i mikrokomponente
• Vazduhoplovstvo i avijacija
• Izrada nakita i satova
• Automobilska industrija
•Energetski sektor
• Popravak kalupa i matrica
Vrijeme objave: 12. decembar 2023.